![]()
懡憌惙傝梟愙丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂 丂丂丂丂丂丂丂旜嶈棩晇丂2012 03
嵟嬤姰惉偟偨搶嫗僗僇僀僣儕乕偁傞偄偼搒撪偵懡偄拞崅憌價儖偺揝崪拰偲椑乮偼傝乯偺宲偓庤偼
傎偲傫偳懡憌惙傝梟愙岺朄偱惢嶌偝傟偰偄傑偡丅偲偙傠偑丄偙偺懡憌惙傝梟愙偱偼摨偠惉暘偺曣嵽傗
梟嵽傪巊偭偰傕丄價乕僪偼梟愙擖擬偺戝彫偱丄嫮搙偑偐側傝曄傢偭偰偟傑偄傑偡丅
傑偨僷僗娫壏搙栤戣偑偁傝傑偡丅偙偺偁偨傝偼棜楌婰榐偑扨弮偱側偔暿搑懳嶔偑昁梫偲巚偄傑偡丅
偙偆偟偨惈幙偑偁傞偺偱丄儚儞僷僗枅偺價乕僪偺梟愙忦審偼丄梟愙晹偺嫮搙偑廫暘偐偳偆偐,
擖擬偺婰榐傪巆偟丄棜楌傪妋擣偱偒側偗傟偽側傝傑偣傫丅偮傑傝梟愙擖擬検乮KJ/們倣乯傪幚應偟傛偆偲
偄偆偙偲偱偡丅掕惈揑偵偼,堦掕偺梟愙挿偱丄傾乕僋僞僀儉偑挿偄偲梟愙擖擬偼戝偒偔丄傾乕僋僞僀儉偑
抁偄偲梟愙擖擬偼彫偝偔側傞孹岦偵偁傝傑偡丅偮傑傝擖擬偲傾乕僋僞僀儉偼斾椺娭學偵偁傝傑偡丅
梟愙晹偼椻媝帪娫偑備偭偔傝側傎偳嫮搙乮枵惈乯偑掅壓偟傑偡丅棟桼偼偍傕偵梟拝嬥懏慻怐偺
惉挿乮慹戝壔乯偑帪娫偲偲傕偵恑傓偐傜偱偡丅偙偺偁偨傝偼僷僗娫壏搙偺塭嬁傕偁傝傑偡丅
扨埵挿摉傝偺梟愙擖擬検乮Joule/cm乯偼梟愙揹棳丄揹埑丄梟愙懍搙丄傾乕僋j帪娫偺係梫慺偱寛傑傝傑偡丅
侾俋俋俉擭丄寶抸婎弨朄偺夵惓偵敽偄丄寶抸揝崪惢嶌尰応偱懡梡偝傟偰偄傞CO2 傾乕僋梟愙梡
儚僀儎JIS YGW11偱媊柋晅偗傜傟偨扨埵擖擬検偼丄忋尷偱40KJ/cm偲尵傢傟偰偄傑偡丅
偲偔偵侾俋俋俆擭偺嶃恄扺楬戝恔嵭傗嵟嬤偺搶擔杮戝恔嵭偱揝崪價儖偑惼惈攋夡偝傟偨偨傔
偙偺悢抣偼JASS 6 (擔杮寶抸妛夛丂寶抸岺帠昗弨巇條彂)偺梟愙擖擬検偵娭偡傞惂尷悇彠抣偵
側偭偰偄傑偡丅挷幙崅挘椡峾偼偙偺傛偆偵扨埵擖擬検偑40KJ/cm傪挻偊傞偲梟愙晹偑媫寖偵
惼壔偡傞惈幙偑偁傞偺偱偡丅梟愙擖擬検偼尰暔傪幚應偟偰掕検揑側攃埇傪偡傞偟偐偁傝傑偣傫丅
崱屻偺戝恔嵭偵懳偟拰椑偺梟愙偼巤岺朄偵偐偐傢傜偢梟愙擖擬傪悢抣偱娗棟偡傞偙偲偑廳梫偱偡丅
傾乕僋梟愙偺擖擬検傪挷傋傞偵偼師偺寁嶼幃偑偁傝傑偡丅
丂俻亖俇侽丒俤丒俬乛倱丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂(1)
丂擖擬検乮俻丗擖擬検僕儏乕儖/cm乯
丂梟愙懍搙倱亖梟愙挿乮們倣乯乛梟愙帪娫乮暘乯
丂梟愙揹埑乮E丒儃儖僩乯
丂梟愙揹棳乮I丒傾儞儁傾乯
偙偺幃傪惍棟偡傞偲丄梟愙挿揹棳揹埑傾乕僋僞僀儉偝偊傢偐傟偽丄枹抦偺擖擬検Q傪媮傔傞偙偲偑
偱偒傑偡丅梫栺偡傞偲丄敿帺摦梟愙偺応崌丄乮侾乯幃偵偍偄偰儃儖僩丄傾儞儁傾丂偼丄幚偼梟愙巤岺巜帵
彂傗捈慜偺帋尡懱僥僗僩偱揔惓側揹棳丄揹埑傪帠慜偵梟愙婡偺僟僀儎儖偱僙僢僩偟偰
挷惍寛掕嵪傒偱偡丅偮傑傝丄嶌嬈幰偼僷僗偛偲偵揹棳丄揹埑抣傪帠慜妋擣偟丄梟愙奐巒屻偼
梟愙晹傪幷岝娽嬀偱擿偒側偑傜嶌嬈傪恑傔傞偨傔丄晛捠丄梟愙搑拞偱揹棳丄揹埑忦審傪曄偊傞偙偲偑
偱偒傑偣傫丅偙偆偟偰梟愙忦審傪揔惓偵弨旛偟偨偁偲偵丄偦偺抣偱奩摉偺僷僗傪梟愙偟偰偄傑偡丅
俀斣栚偺栤戣偼丄梟愙懍搙倱偱偡丅撪梕揑偵偼懍搙s乮們倣/暘乯亖梟愙挿乮們倣乯乛梟愙帪娫乮暘)偱偡丅
偙偺偆偪梟愙挿偼丄偁傜偐偠傔梟愙嶌嬈巜帵彂傗恾柺偐傜挿偝乮們倣乯偑暘偐偭偰偄傑偡丅偮傑傝梟愙挿偼
帠慜偵寛傔傜傟偰偄傞偙偲偑梟愙嶌嬈偺慜採偱偡丅寢嬊丄揹棳丄揹埑丄梟愙挿丄僷僗悢
側偳偺悢抣偼梟愙傪奐巒偡傞慜偵偡偱偵揔惓偵寛掕偝傟偰偄傑偡丅偱偡偐傜巆傞梟愙帪娫乮暘乯偼
嶰梩傾乕僋僞僀儅乕偺傛偆側應掕婍偲偐僗僩僢僾僂僆僢僠偱梟愙帪娫傪懆偊傞偲丄梟愙懍搙偑庤寁嶼偱
弌棃傞偺偱丄惓偟偄梟愙擖擬検Q偑嶼弌偱偒傞丄偲偄偆栿偱偡丅
傾乕僋僞僀儉偺帠椺
丂(1)幃傪曄宍偡傞偲師偺傛偆側傝傑偡丅
丂丂丂俿亖16.66乮Q丒俴乯乛乮俤丒俬乯丂丂丂丂丂丂丂丂丂丂丂乮俀乯
丂丂丂俿丗傾乕僋僞僀儉乮暘乯
丂丂丂Q丗擖擬乮K俰乛噋乯=40KJ
丂丂丂俴丗梟愙慄偺挿偝乮們倣)=25cm
丂丂丂俬 丗梟愙揹棳乮俙乯=350A
丂丂丂俤丗傾乕僋揹埑乮倁乯=36V
懡憌惙梟愙偱丄儚儞僷僗摉傝偺揔惓傾乕僋僞僀儉偼丄擖擬惂尷傪40KJ乛噋偲偟丄梟愙揹棳350俙
傾乕僋揹埑36倁丄梟愙挿偑25們倣偺応崌丄
丂丂丂丂丂丂丂俿亖16.66x1000乛12600
丂丂丂丂丂丂丂丂亖1.32(暘)亖79.2(昩)
偙偺傛偆偵揹棳丄揹埑丄梟愙挿丄擖擬惂尷抣乮係侽KJ/cm乯偼慜傕偭偰暘偐偭偰偄傞偺偱丄
傾乕僋僞僀儉忋尷偑寁嶼弌棃傞偙偲偵側傝傑偡丅幚椺傪偁偘傟偽丄惂尷擖擬40俲俰乛噋偺応崌
梟愙揹棳350俙丄傾乕僋揹埑36倁偺梟愙忦審偱偄傠偄傠側梟愙挿乮椑暆乯偵懳偡傞丄傾乕僋僞僀儉偼
埲壓偺條偵側傝傑偡丅偙偺椺偱偼堦掕偺揹棳偲揹埑偱忋尷40KJ/cm偲偡傞掕擖擬偱偡偐傜
揔惓梟愙懍搙偼梟愙挿偑曄傢偭偰傕堦掕偺梟愙懍搙俀侽cm/暘偵側傝傑偡丅
梟愙挿cm 丂丂傾乕僋僞僀儉昩 丂丂丂丂丂丂丂傾乕僋僞僀儉暘
--------------------------------------------
15 丂丂丂丂丂丂丂丂丂47.6丂丂丂丂丂丂丂丂丂丂丂丂丂丂0.79
--------------------------------------------
20 丂丂丂丂丂丂丂丂丂63.5 丂 丂丂丂丂丂丂丂丂丂丂丂丂1.05
--------------------------------------------
25 丂丂丂丂丂丂丂丂丂79.3丂丂丂丂丂丂丂丂丂丂丂丂丂丂1.32
--------------------------------------------
30 丂丂丂丂丂丂丂丂丂95..2 丂丂丂丂丂丂丂丂丂丂丂丂丂 1.59
--------------------------------------------
35 丂丂丂丂丂丂丂丂侾10.0 丂丂丂丂丂 丂丂丂丂丂丂丂丂 1.85
--------------------------------------------
40 丂丂丂丂丂丂丂 丂126.9 丂丂丂丂 丂丂丂丂丂丂丂丂丂2.16
--------------------------------------------
45 丂丂丂丂丂丂丂丂 142.8丂丂丂丂丂丂丂丂丂丂丂丂丂丂2.38
--------------------------------------------
50 丂丂丂丂丂丂丂丂 158.7丂丂丂丂丂丂丂丂丂丂丂丂丂丂2.64
--------------------------------------------
55 丂丂丂丂丂丂丂丂 174.5丂丂丂丂丂丂丂丂丂丂丂丂丂丂2.91
--------------------------------------------
60 丂丂丂丂丂丂丂 丂190.4丂丂丂丂丂丂丂丂丂丂丂丂丂丂3.17
--------------------------------------------
65 丂丂丂丂丂丂丂丂 206.3丂丂丂丂丂丂丂丂丂丂丂丂丂丂3.44
--------------------------------------------
70 丂丂丂丂丂丂丂 丂222.1丂丂丂丂丂丂丂丂丂丂丂丂丂丂3.70
--------------------------------------------
75丂丂丂丂丂丂丂丂丂238.0丂丂丂丂丂丂丂丂丂丂丂丂丂丂3.97
--------------------------------------------
80 丂丂丂丂丂丂丂 丂253.9丂丂丂丂丂丂丂丂丂丂丂丂丂丂4.23
--------------------------------------------
85 丂丂丂丂丂丂丂丂 269.7丂丂丂丂丂丂丂丂丂丂丂丂丂丂4.49
--------------------------------------------
90 丂丂丂丂丂丂丂 丂285.6丂丂丂丂丂丂丂丂丂丂丂丂丂丂4.76
--------------------------------------------
95丂丂丂丂丂 丂丂丂 301.5丂丂丂丂丂丂丂丂丂丂丂丂丂丂5.02
--------------------------------------------
懡憌惙傝幚椺俀乮擖擬40KJ/cm撪丂梟愙挿30cm 1.2冇儚僀儎乯
偪傚偭偲庤娫偑妡偐傝傑偡偑擖擬検傪傾乕僋僞僀儉偐傜寁嶼偱媮傔傞偙偲偑壜擻偲
偍暘偐傝捀偗偨偲巚偄傑偡丅
壢妛揹戩偵悢幃傪擖傟偰擖擬検傗梟愙帪娫傪媮傔傟偽娙堈偵栶棫偪婰榐傕偱偒傑偡丅
嵟嬤丄巗斕偺傾乕僋梟愙儘儃僢僩偼偨偄傊傫懡婡擻偵側偭偰偒傑偟偨丅偡偱偵懡憌惙傝梟愙婡擻丄
傾乕僋儌僯僞乕婡擻偼憰旛婡偑戝敿偱偡丅偟偐偟廳梫側梟愙擖擬検偺應掕婡擻偼崱偺強儘儃僢僩偵偼
憰旛偝傟偰偄傑偣傫丅偙偙偱塢偆媄朄傪墳梡偡傟偽傾乕僋儘儃僢僩梟愙偼婛抦偺僷儔儊乕僞乕偱偁傞
揹棳丒揹埑丒梟愙挿偲傾乕僋僞僀儉偱梟愙擖擬検傪惓妋偵應掕丄婰榐偱偒傞傛偆偵側傞偲巚偄傑偡丅
梟愙擖擬乛帪娫寁丂MT-1 庢埖愢柧彂乮V1.03乯
嶰梩梟愙擖擬寁偺摿挜偼揹棳僙儞僒乕丄揹埑僙儞僒乕傪巊傢側偄梟愙擖擬應掕婍偱偡丅
偦偺偨傔奜晹愙懕偑娙扨妋幚偵峴偊傑偡丅懠幮偺捈棳梡揹棳丒揹埑僙儞僒乕偼揹抮幃偑懡偔
揹抮偺徚栒偲偐惛搙丄埨掕惈偑婥寽偐傝偱偡丅嶰梩梟愙擖擬寁偼偦偺揰偑埨怱偱偡丅杮婡偺栚揑偼
梟愙宲庤偺慻傒棫偰偵梫偟偨僕儏乕儖梟愙擖擬検乮俲俰/cm乯傪娙扨妋幚偵幚應偟偰婰榐傪巆偟傑偡丅
岞奐偱偒傞帒椏巆偡偙偲偼梟愙媄弍婎斦偺岦忋偱偡丅應掕抣偼宲庤嫮搙偺娗棟偵栶棫偪傑偡丅
偙偺媄朄偼峀偔梟愙擖擬娗棟傪偩傟偱傕偱偒傞傛偆丄岞奐媄弍偲偟傑偡丅弌揟傪柧婰偟偰偄偨偩偔
忦審偱桳巙偺曽偳側偨傕偛棙梡壜擻偱偡丅
丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂奜娤恾


僷僗偲憌偺掕媊
僷僗偲偼梟愙慄偵増偭偰峴偆侾夞偺梟愙嶌嬈偱丄侾杮偺梟愙價乕僪傪嶌偭偰備偒傑偡丅偟偨偑偭偰
僷僗悢偼梟愙價乕僪悢偲摨媊偱侾偐傜楢懕斣崋偱偡丅憌偲偼侾僷僗傑偨偼暋悢偺僷僗偐傜側傞梟愙嬥懏偺
憌偲掕媊偝傟傑偡丅侾憌偐傜偺楢懕斣崋偱偡丅偳偺憌偐傜懡僷僗偵偡傞偐偼巤岺巜帵彂偵昞尰偝傟
屄乆偵堎側傝傑偡丅懡憌侾僷僗梟愙偼憌悢偲僷僗悢偑堦抳偟傑偡偑懡憌懡僷僗梟愙偼懡僷僗抲偔憌偑
偁傝慡僷僗悢傛傝憌悢偺傎偆偑彮側偄悢帤偲側傝傑偡丅
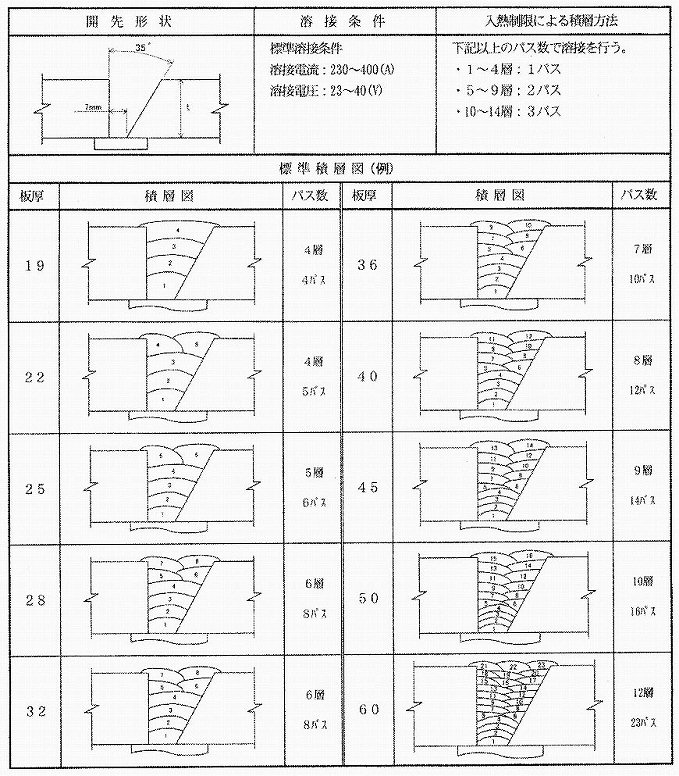
丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂堦斒揑愊憌偺椺丂懡憌懡僷僗梟愙
侾丏奣丂丂梫
丂嶰梩梟愙擖擬乛帪娫寁偲偼丄梟愙揹棳専弌婍擖椡傪娔帇偟俷俶帪娫傪梟愙婡偺傾乕僋帪娫偲
偟傑偡丅摨帪偵擖擬検傪寁嶼偟偦偺僨乕僞傪昞帵丄曐懚偍傛傃USB傊弌椡偟傑偡丅擖擬検寁嶼偵昁梫側
場巕偼揹棳丒揹埑丒梟愙挿丒傾乕僋僞僀儉側偺偱扴摉幰偑庤偱儃儕儏乕儉僟僀儎儖傪挷愡偟偰愝掕偟傑偡丅
僷僗悢傗憌悢偼愊憌拞偺嬫愗傝帪娫偵俽倂憖嶌傪偟偰悢帤傪壛尭嶼偟側偑傜寛掕偟傑偡丅
俀丏婡婍峔惉
杮懱悺朄丗暆俀侾侽倣倣丂墱峴俀俁侽倣丂崅偝侾俁俁倣倣
杮懱廳検丗俀丏俆俲倗
俠俹倀丗PIC24FJ256GB106儅僀僋儘僠僢僾幮惢
塼徎昞帵婍丗SC2004CSWB-XA-LB-G20寘4峴昞帵婍丂昞帵柺俀俇mm倶俈俈mm
揹尮擖椡揹埑丗俢俠俆倁丂俆倣揹尮墑挿喊霓晅偒
梟愙忦審愝掕偮傑傒偺戝偒偝丂宎俀俆倣倣倶崅偝俀侽倣倣倶楍僺僢僠俆侽倣倣
揹棳専弌婍丗倂俿俠寠宎俁俇倣倣捈棳梡専弌婍丂晅懏喊霓挿丗俆倣
儃僞儞揹抮丗CR2032乮俁倁乯RTC帪寁僶僢僥儕僶僢僋傾僢僾愱梡
梟愙僨乕僞偺挿婜曐懚偵偼晄婗敪儊儌儕乕傪巊偄揹抮偼儊儌儕曐帩揹抮偼晄梫偱偡丅
俁丏應掕偍傛傃愝掕斖埻
梟愙揹棳愝掕斖埻丗100乣600A
梟愙揹埑愝掕斖埻丗10乣50V
梟愙挿愝掕斖埻丗10乣300們倣
僷僗悢愝掕斖埻丗1乣99僷僗
梟愙擖擬昞帵斖埻丗0乣9999.9俲俰乛們倣
倀俽俛僨乕僞弌椡丗俠俽倁暥帤僨乕僞僼傽僀儖弌椡
帪崗昞帵丗擭寧擔帪暘昩乮2099擭枛枠)
岗袄皬垪潕瀶詠F0乣30昩 丂
梟愙拞抐偺応崌丄偦偺僷僗偼枹姰椆側偺偱僷僗亄SW傪墴偝偢偵枹姰椆價乕僪偵
宲懕偟偰巆傝偵曗廩價乕僪傪梟愙偟傑偡丅偡傞偲侾僷僗偵俀杮偺價乕僪偑偱偒丄USB僨乕僞偵偼摨偠僷僗斣崋偱
僨乕僞偑俀杮偱偒傑偡丅擖擬検偲傾乕僋僞僀儉偼偙偺俀杮偺崌寁偲側傝傑偡丅
偙偺応崌偲摨偠傛偆偵懡憌懡僷僗偺梟愙偱偼偁傞憌乮摨堦憌乯偺奐巒僷僗偺廔椆偱僷僗亄SW傪墴偝偢偵
廔椆帪尷屻丄師僷僗偵恑傔偙偺僷僗傕廔椆帪偵僷僗亄SW傪墴偝偢師僷僗傪梟愙偟丄偦偺屻偵
俁杮栚偱僷僗亄SW傪墴偣偽丄偙偺僷僗偵偼俁杮偺價乕僪偑抲偐傟偦偺僨乕僞俁屄偑偑俁峴摨偠僷僗斣崋偱
弌棃傑偡丅偙傟偵傛偭偰偦偺摨堦憌偵偼俁價乕僪丄偡側傢偪摨堦憌偵俁僷僗梟愙偟偨偙偲偑暘偐傝婰榐偝傟偰偄傑偡丅
偙偺傛偆偵嶌嬈尰応偱偼傂偲偮偺憌偵悢杮偺僷僗悢偑婰榐偝傟丄僄僋僙儖偱攝暘嶌嬈傪偟傑偡丅
僷僗亄SW傪儕儌僐儞偱墦妘憖嶌偡傞応崌
偛拲暥帪儕儌僐儞偑昁梫側応崌丄嵟戝挿10m埲撪偱摿拲偱偒傑偡丅僐乕僪堷偒弌偟応強偼尰忬偺
僷僗亄SW偺応強偐傜堷偒弌偟慄傪巊偄庤尦偱[僷僗+SW]傪憖嶌偱偒傑偡丅挿偝傪偛巜掕偟摿拲婡偲偟傑偡丅
梟愙帪娫偺昞帵
梟愙帪娫丗0乣5999.9昩乮99.99暘亖1.66帪娫乯
椵愊梟愙帪娫丗0乣5999999.9昩乮99999.99暘丗69.4擔乯
偙偺帪倀俽俛傪巊偭偰奜晹偵揮憲婰榐偟偰備偔偲梟愙帪娫寁丄梟愙擖擬寁偲傕婰壇検柍惂尷偲側傝傑偡丅
係丏梟愙揹棳専弌婍擖椡怣崋
杮婡偺揹尮ON埲慜偵梟愙傪偟偰偄傞応崌丄偦偺梟愙廔椆傑偱懸婡偟師偺梟愙奐巒偐傜摦嶌偟傑偡丅
杮婡偺憖嶌朄
杮婡偺憖嶌偱僽僓乕壒傪巊偆/巊傢側偄慖戰偑偱偒傑偡丅晄梫側偺偱OFF偲丄昁梫側偺偱ON偼搊榐SW
傪壓偵搢偟側偑傜揹尮ON偡傞偲僽僓乕壒ON/OFF傪岎屳偵慖戰偱偒傑偡丅
梟愙擖擬寁偺巊梡奐巒乮儌乕僪偺愝掕乯
丂丂侾乯杮懱揹尮偑俷俥俥偺忬懺偱乽忦審愝掕仾乛寁應伀乿俽倂傪壓懁偵偡傞丅
丂丂俀乯乽擖擬寁仾乛帪娫寁伀乿俽倂傪擖擬寁乮忋乯懁偵偡傞丅
丂丂俁乯杮懱揹尮傪擖乮俷俶乯傟傞丅
丂丂壓婰偺傛偆偵昞帵偝傟丄乽擖擬寁乿儌乕僪偲側傝傑偡丅
丂侾峴栚丗丂丂丂丂擭丂丂寧丂丂擔丂丂丂帪丂丂暘丂丂昩
丂俀峴栚丗 丂丂丂 僷僗丂丂揹棳丂丂揹埑丂丂丂梟愙挿
丂俁峴栚丗丂丂丂丂旕應掕婜娫昩丂梟愙昩丂 梟愙暘
丂係峴栚丗丂 丂丂 妋掕擖擬検丂丂丂丂丂丂丂梟愙懍搙
梟愙帪娫丄揹棳丄揹埑丄擖擬検偼丄侾昩枅偵儕傾儖僞僀儉偱昞帵偑峏怴偝傟傑偡丅
侾亅侾丏僷僗悢偺愝掕偲僨乕僞偺撪晹曐懚
丂僷僗亄乛僷僗亅俽倂偲偼梟愙僨乕僞偺僷僗倀俹乮梟愙抣偺弶婜壔乯傗僷僗僟僂儞乮姫偒栠偟乯偡傞俽倂偱偡丅
丂侾乯僷僗偺廔椆偲師偺僷僗偺奐巒
丂僷僗亄乛僷僗亅俽倂傪僷僗+偵偡傞偲丄尰嵼寁應僨乕僞傪撪晹偵曐懚偟偨屻丄弶婜壔偟偰僷僗
夞悢傪亄侾偟丄師偺僷僗傊堏峴偟傑偡丅
曐懚僨乕僞悢偼嵟戝侾侽俁係夞偱偙傟傪挻夁偡傞偲俇係屄偯偮徚嫀偝傟屆偄弴偵忋彂偒偝傟傑偡丅
丂俀乯師偺僷僗偺僉儍儞僙儖
丂僷僗亄乛僷僗亅俽倂傪僷僗亅偵偡傞偲丄僷僗夞悢偑亅侾偝傟慜偺僷僗僨乕僞傪昞帵偺傒偱偒傑偡丅丂丂
僷僗悢偲憌悢傪EXCEL忋偱嶌惉偟偨偄応崌丄僷僜僐儞忋偱怴偟偔憌悢棑傪愝偗僷僗傗憌偺愊憌妱傝晅偗偼
摨僷僗斣崋偺僨乕僞杮悢偑摨堦憌偺僷僗悢偱偡偐傜丄偙傟傪崻嫆偵弴師憌偵僷僗傪妱傝晅偗偰備偒傑偡丅
侾亅俀丏梟愙揹棳抣揹埑抣偺愝掕
丂丂揹棳丄揹埑抣傪愝掕偡傞俀屄偺儃儕儏乕儉乮偮傑傒乯偱偡丅乽擖擬寁乿儌乕僪帪偺傒桳岠偱偡丅
侾乯梟愙奐巒慜偵偮傑傒傪塃乮亄乯傑偨偼嵍乮亅乯偵夞偟俴俠俢昞帵2峴栚倶倶倶俙偺
昞帵傪尒側偑傜愝掕偟傑偡丅梟愙拞偼侾昩枅偵捈嬤抣傪撉傒暯嬒傪寁應僨乕僞偲偟傑偡丅
侾亅俁丏梟愙挿偺愝掕
丂梟愙挿傪愝掕偡傞儃儕儏乕儉偱丄乽擖擬寁乿儌乕僪帪偺傒桳岠偱偡丅
侾乯乽忦審愝掕仾乛寁應伀乿俽倂傪忋懁乮忦審愝掕乯偵偡傞丅
椢偺乽寁應掆巭乿儔儞僾偑揰柵偟乽忦審愝掕乿擖椡儌乕僪偵側傝傑偡丅
俀乯梟愙奐巒慜偵偮傑傒傪塃乮亄乯傑偨偼嵍乮亅乯偵夞偟俴俠俢昞帵偺2峴栚倶倶倶們倣偺昞帵傪
尒側偑傜愝掕偟傑偡丅
俁乯乽忦審愝掕仾乛寁應伀乿俽倂傪壓懁乮寁應乯偵偡傞丅
椢偺乽寁應掆巭乿儔儞僾偑徚摂偟擖擬寁儌乕僪偵栠傝傑偡丅
侾亅係丏旕應掕乮僋儗乕僞張棟乯帪娫偺愝掕
丂梟愙廔椆帪偵僋儗乕僞張棟傪峴偆堊偺旕應掕帪娫偱乽擖擬寁乿儌乕僪偩偗偱桳岠偱偡丅
侾乯乽忦審愝掕仾乛寁應伀乿俽倂傪忋懁乮忦審愝掕乯偵偡傞丅
椢偺乽寁應掆巭乿儔儞僾偑揰柵偟乽忦審愝掕乿擖椡儌乕僪偵側傝傑偡丅
俀乯乽僷僗亄乛僷僗亅乿俽倂傪忋乮亄侾乯傑偨偼壓乮亅侾乯懁偵摦偐偟俴俠俢昞帵俀峴栚倶倶倲偺昞帵傪
尒側偑傜愝掕偟傑偡丅
俁乯乽忦審愝掕仾乛寁應伀乿俽倂傪壓懁乮寁應乯偵偡傞丅
椢偺乽寁應掆巭乿儔儞僾偑徚摂偟擖擬寁儌乕僪偵栠傝傑偡丅
侾亅俆丏乽擖擬寁乿儌乕僪帪偺梟愙怣崋
丂侾乯梟愙怣崋偺俷俶偼梟愙偑楢懕偟偰0.1昩埲忋俷俶偺忬懺偵側傞偲0.1昩扨埵偱梟愙帪娫偲偟傑偡丅
丂俀乯梟愙怣崋偺俷俥俥偼梟愙偑俷俶偐傜0.1昩埲忋俷俥俥偺応崌丄梟愙俷俥俥偵側偭偨偲偟傑偡丅
丂俁乯梟愙怣崋偺寁應掆巭偼梟愙偑俷俥俥偵側傞偲椢偺乽寁應掆巭乿儔儞僾偑揰摂偟丄旕應掕帪娫拞偲側傝
應掕傪掆巭偟傑偡丅偦偺屻丄帪尷偱椢偺乽寁應掆巭乿儔儞僾偑徚摂偟擖擬寁儌乕僪偵栠傝傑偡丅
帪尷慜偵僷僗亄乛僷僗亅俽倂傪搢偡偲丄偦偙偱師偺寁應奐巒偲側傝傑偡丅
丂俀丏梟愙帪娫寁巊梡奐巒乮儌乕僪偺愝掕乯
丂丂侾乯杮懱揹尮偑俷俥俥偺忬懺偱乽忦審愝掕仾乛寁應伀乿俽倂傪壓懁偵偡傞丅
丂丂俀乯乽擖擬寁仾乛帪娫寁伀乿俽倂傪帪娫寁伀乮壓乯懁偵偡傞丅
丂丂俁乯杮懱揹尮傪擖乮俷俶乯傟傞丅
丂丂壓婰偺傛偆偵昞帵偑偝傟丄乽帪娫寁乿儌乕僪偲側傝傑偡丅
丂侾峴栚丗丂丂丂丂擭丂丂寧丂丂擔丂丂丂帪丂丂暘丂丂昩
丂俀峴栚丗丂丂丂丂傾乕僋僞僀儉丂 丂婰榐嵪僨乕僞悢
丂俁峴栚丗丂 丂丂價乕僩帪娫昩+1/10昩 丂丂椵愊梟愙昩
丂係峴栚丗丂丂丂 價乕僩帪娫暘丂丂丂丂丂丂丂 椵愊梟愙暘
俀亅侾丏乽梟愙帪娫乿偺僋儕傾
丂丂乽儕僙僢僩乿俽倂傪俀昩娫挿墴偟偡傞偲昞帵拞偺梟愙帪娫丄椵愊帪娫丄Str悢偲傕撪晹儊儌儕偵偼巆偟偨
傑傑徚嫀偟傑偡丅慡徚嫀憖嶌偼係丏僨乕僞偺徚嫀曽朄偺崁傪偛棗偔偩偝偄丅丂丂
俀亅俀丏帪娫寁僨乕僞偺撪晹曐懚
丂梟愙怣崋偺俷俥俥傪専弌偡傞枅偵丄偦偺梟愙帪娫偲椵愊梟愙帪娫傪撪晹偵曐懚偟傑偡丅
曐懚僨乕僞悢偼嵟戝侾侽俀俁夞偱偙傟傪挻夁偡傞偲屆偄僨乕僞偐傜俇俁屄徚嫀偝傟忋彂偒偝傟傑偡丅丂丂
丂俁丏寁應僨乕僞傪倀俽俛偵彂偒崬傓
俁亅侾丏乽擖擬寁乿僨乕僞彂偒崬傒庤弴
侾乯塣揮拞偺杮婡偵倀俽俛儊儌儕乕傪倀俽俛抂枛僜働僢僩傊憓擖偡傞丅
丂丂椢偺乽彂崬傒拞乿儔儞僾偑揰摂偟丄昞柺偺寁應掆巭儔儞僾偼揰柵偡傞丅倀俽俛儊儌儕乕撪偵
乽俵俬俿倅俛俙乿偺僼傽僀儖僨傿儗僋僩儕乕偲乽俲俰乿僒僽僨傿儗僋僩儕傪嶌惉偟丄偦偺拞偵彂偒崬傒擔帪傪
僼傽僀儖柤偲偟偰丄嵟戝侾侽俀俁夞暘偺僷僗僨乕僞傪俠俽倁宍幃偱壓婰偺傛偆偵弌椡偟傑偡丅
丂弌椡崁栚
擭寧擔帪暘昩YYYY/MM/DD HH/MM/SS
僷僗夞悢P
梟愙揹埑乮暯嬒乯VV
梟愙揹棳乮暯嬒乯AAA
梟愙挿乮嵟廔愝掕乯LLL
梟愙帪娫乮昩乯SSSS.S
梟愙懍搙乮們倣乛倱倕們乯XX.X
擖擬検乮俲俰乛們倣乯KKKK.K
丂侾峴栚丗丂丂丂丂擭丂丂寧丂丂擔丂丂丂帪丂丂暘丂丂昩
丂俀峴栚丗丂 丂丂 僯儏僂僱僣働僀僥乭乕僞僇僉僐儈
丂俁峴栚丗 丂丂 丂僙僀僔乭儑僂僔儏僂儕儑僂丂丂丂丂乮彂偒崬傒偑惓忢偵廔椆偟偨帪乯
夋柺昞帵偺巜帵偵廬偭偰USB傪堷偒敳偒傑偡丅敳偔偲椢儔儞僾偑徚偊擖擬寁夋柺偵暅婣偟傑偡丅
USB偵彂偄偨僨乕僞偼婘忋偺僷僜僐儞摍偱巊偆昞寁嶼僾儘僌儔儉傪巊偭偰揥奐夝愅偡傞偙偲傪
慜採偲偟偰偄傑偡丅乮windows Ex們el摍乯偟偨偑偭偰弌椡偼捈愙揑側僨乕僞偺傒偱偡丅椺偊偽帪崗傪擭偐傜
昩傑偱徻偟偔惗惉偡傞偙偲偑僄僋僙儖忋偱墳梡奼挘偑壜擻偱偡丅CSV僼傽僀儖偺擭寧擔帪暘昩傪
昞帵偝偣傞偵偼偲偄偆嘆偐傜嘍傪嶲徠偔偩偝偄丅
俁亅俀丏乽帪娫寁乿僨乕僞傪USB偵彂偒崬傓
侾乯倀俽俛傪棤柺倀俽俛抂枛僜働僢僩傊憓擖偡傞丅
丂丂椢偺乽彂崬傒拞乿儔儞僾偑揰摂偟丄昞柺偺寁應掆巭儔儞僾偼揰柵偟傑偡丅倀俽俛儊儌儕乕撪偵
乽俵俬俿倅俛俙乿偺僼傽僀儖僨傿儗僋僩儕乕偲乽俲俰乿僒僽僨傿儗僋僩儕傪嶌惉偟丄偦偺拞偵彂偒崬傒擔帪傪
僼傽僀儖柤偲偟偰丄嵟戝侾侽俀俁夞暘偺僨乕僞傪俠俽倁宍幃偱壓婰偺傛偆偵弌椡偟傑偡丅
丂弌椡崁栚
擭寧擔帪暘昩YYYY/MM/DD HH/MM/SS
梟愙帪娫倱倱倱倱.s丂丂丂丂丂丂丂丂椵寁梟愙帪娫倎倎倎倎倎倎倎倎倎倎
丂侾峴栚丗丂丂丂丂丂丂擭丂丂寧丂丂擔丂丂丂帪丂丂暘丂丂昩
丂俀峴栚丗丂丂丂丂丂丂僕僇儞働僀丂僥乭乕僞丂僇僉僐儈
丂俁峴栚丗丂丂丂丂丂丂僙僀僔乭儑僂僔儏僂儕儑僂丂丂丂丂丂丂乮彂偒崬傒偑惓忢偵廔椆偟偨帪乯
丂俀乯儔儞僾偑悢夞揰柵屻倀俽俛傪庢傝弌偟傑偡丅偡傞偲椢儔儞僾偲揰柵拞儔儞僾偑徚偊丄帪娫寁儌乕僪偵
栠傝傑偡丅USB偺僨乕僞偼Windows宍僷僜僐儞偺昞寁嶼僜僼僩乭EXEL乭傪巊偭偰揥奐偱偒傑偡丅
CSV僼傽僀儖偺擭寧擔帪暘昩傪昞帵偝偣傞偵偼丂嘆奩摉A楍偺A傪塃僋儕僢僋偟偰慖戰丂嘇崁栚拞偺
僙儖偺彂幃愝掕傪慖戰丂嘊昞帵宍幃偱儐乕僓乕掕媊傪慖戰丂嘋庬椶偱yyyy/m/d h:mm偲弌傞偺偱
偙傟偵昩偺堄枴丗倱倱傪晅偗懌偟偰OK傪墴偡丅嘍偄傑夵曄偟偨僼傽僀儖偼XLS偲偄偆奼挘巕偵偟偰
僼傽僀儖偵僙乕僽偟偰偍偒傑偡丅
僨乕僞峴偺偆偊愭摢峴偵徚偊側偄崁栚柤傪抲偔応崌偼偨偲偊偽崁栚昞帵偩偗偺暿僼傽僀儖傪嶌偭偰
僨乕僞僼傽僀儖偵廳偹偰棙梡偡傞偙偲側偳帺幮偱岺晇偟偰偛棙梡偔偩偝偄丅
俁亅俁丏彂偒崬傒僄儔乕帪
丂丂倀俽俛傊寁應僨乕僞傪彂崬傒拞偵僄儔乕偑敪惗偡傞偲僽僓乕ON偟丄俴俠俢昞帵偑壓婰偺
傛偆偵側傝傑偡丅僽僓乕偼乽儕僙僢僩乿俽倂傪墴偡偲巭傑傝傑偡丅
偙偺応崌丄僄儔乕尨場傪庢傝彍偒丄揹尮傪愗傝丄倀俽俛傪敳偒庢傝丄揹尮嵞搳擖偐傜峴偭偰偔偩偝偄丅
丂侾峴栚丗丂丂丂丂丂擭丂丂寧丂丂擔丂丂丂帪丂丂暘丂丂昩
丂俀峴栚丗丂丂丂丂丂僯儏僂僱僣働僀傑偨偼僕僇儞働僀僨乕僞僇僉僐儈
丂俁峴栚丗丂丂丂丂丂俤倰倰仈丂丂丂丂丂丂丂丂丂丂丂丂壓婰僄儔乕堦棗嶲徠
丂丒俤倰倰仈侽侾丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂惓忢偵偐偗傑偣傫偱偟偨
丂丒俤倰倰仈侽俀丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂彂偒崬傒嬛巭偵愝掕偝傟偰偄傑偡
丂丒俤倰倰仈侽俁丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂梕検偑懌傝傑偣傫丅
丂丒俤倰倰仈侽俆丂丂丂丂丂丂丂丂丂丂丂丂丂丂丂曐懚僨乕僞偑偁傝傑偣傫丅丂
係丏僨乕僞偺徚嫀曽朄
丂侾乯乽忦審愝掕仾乛寁應伀乿俽倂傪忋懁乮忦審愝掕乯偵偡傞丅
丂丂椢偺乽寁應掆巭乿儔儞僾偑揰柵偟乽忦審愝掕乿擖椡儌乕僪偵側傝傑偡丅
丂俀乯乽儕僙僢僩乿俽倂傪挿墴偟(俀昩)偟傑偡丅
丂俴俠俢昞帵偵壓婰偺傛偆側昞帵偑偝傟傑偡丅
丂侾峴栚丗丂丂丂丂丂丂擭丂丂寧丂丂擔丂丂丂帪丂丂暘丂丂昩
丂俀峴栚丗丂丂丂丂丂丂僯儏僂僱僣働僀傑偨偼僕僇儞働僀 僥乭乕僞僙乭儞僔儑僂僉儑
丂俁峴栚丗丂丂丂丂丂丂倄倕倱亖蔬絹{ 丂俶倧亖蔬絹|
俁乯丏乽僷僗亄乛僷僗亅乿俽倂傪忋偵忋偘傞丅(帪娫偼侾昩掱搙丄棧偡偲SW偼拞棫偵栠傞)
丂慖戰偝傟偰偄傞儌乕僪偵奩摉偡傞曐懚僨乕僞偑慡偰徚嫀偝傟傑偡丅
USB偺僨乕僞傪徚嫀偡傞偲偒偼Windows宍僷僜僐儞傪USB偵愙懕偟屄暿僨乕僞偼
捈愙PC偱昗弨揑僀儗乕僗憖嶌偱徚嫀壜擻偱偡丅丂
係乯乽忦審愝掕仾乛寁應伀乿俽倂傪壓懁乮寁應乯偵偡傞丅
椢偺乽寁應掆巭乿儔儞僾偑徚摂偟尦偺寁應儌乕僪偵栠傝傑偡丅
堦曽僯儏僂僱僣働僀偺慡徚嫀偺応崌丄俁乯偺乽僷僗亄乛僷僗亅乿俽倂傪忋偵忋偘傞偲
徚嫀摦嶌偵擖傝傑偡丅塼徎夋柺偺巜帵偵廬偭偰偔偩偝偄丅
俆丏擔帪乮帪寁乯偺愝掕曽朄
丂丂侾乯杮懱揹尮傪愗乮俷俥俥乯傞丅
丂丂俀乯乽忦審愝掕仾乛寁應伀乿俽倂傪忋懁乮忦審愝掕乯偵偡傞丅
丂丂俁乯乽儕僙僢僩乿俽倂傪墴偟側偑傜丄杮懱揹尮傪擖乮俷俶乯傟傞丅
丂椢偺乽寁應掆巭乿儔儞僾偑揰柵偟帪崗愝掕儌乕僪偵側傝傑偡丅
丂侾峴栚丗丂丂丂丂丂擭丂丂寧丂丂擔丂丂丂帪丂丂暘丂丂昩
丂俀峴栚丗丂丂丂丂丂僔乭僐僋僙僢僥僀
丂丂係乯帪崗偺愝掕偼擭丄寧丄擔丄帪丄暘丄昩丄偺弴偱愝掕売強偑揰柵偡傞丅
丂丂俆乯乽僷僗亄乛僷僗亅乿俽倂傪忋乮亄侾乯偵偟偰俴俠俢偺昞帵傪尒側偑傜奩摉偡傞売強傪愝掕偟傑偡丅
丂丂俇乯乽搊榐乿俽倂傪堦扷忋偵偟偰師偵壓偵偟偰搊榐偟弴師愝掕偟傑偡丅
丂丂俈乯俆乯偲俇乯傪孞傝曉偟嵟屻偺昩偺搊榐傪偡傞偲帪寁偑摦偒弌偟傑偡丅
丂帪崗偺愝掕傪昁偢乽昩乿偱姰椆偝偣傞偲椢偺乽寁應掆巭乿儔儞僾偑徚摂偟丄俴俠俢昞帵偵壓婰偺傛偆側
昞帵偑偝傟傑偡丅偙傟偱廋惓姰椆偱偡丅
丂侾峴栚丗丂丂丂丂丂擭丂丂寧丂丂擔丂丂丂帪丂丂暘丂丂昩
丂俀峴栚丗丂僔乭僐僋僙僢僥僀
丂俁峴栚丗丂僇儞儕儑僂
丂係峴栚丗丂僥乭儞働乭儞儝俷俥俥僯僔僥僋僞乭僒僀丂
丂丂俉乯揹尮傪俷俥俥偡傞丅 丂
丂丂丂埲忋丂丂丂丂丂丂丂丂2013-08丂丂暥愑丂ozaki@ba.mbn.or.jp 丂丂丂V1.03
嶲峫弌揟帒椏丂媨抧僄儞僕僯傾儕儞僌噴媨抧媄曬